
Формы волн, колебаний переменного тока на аппаратах Miller
Серия сварочных аппаратов Dynasty от Miller Electric® имеет возможность менять форму волны колебания переменного тока, что очень помогает добиться идеального результата при сварке алюминиевых сплавов.
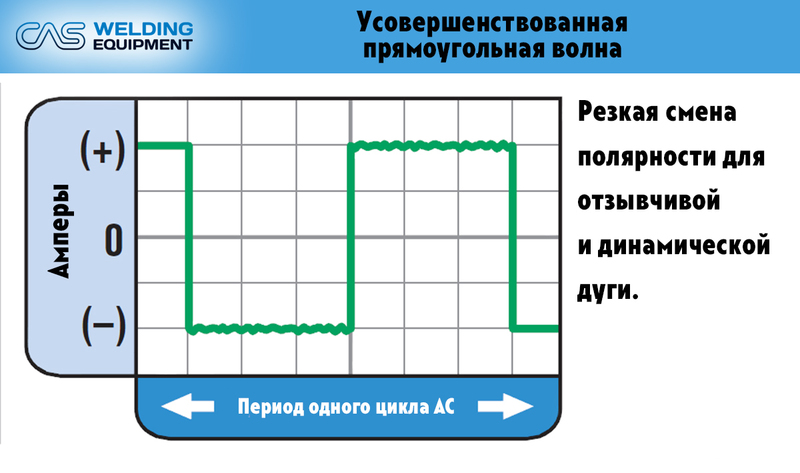
Самая популярная форма волны, которая встречается во всех сварочных аппаратах для аргонодуговой сварки на переменном токе – это прямоугольная (на аппаратах Dynasty именуется ADVS). Резкая смена полярности, при которой дуга очень отзывчива, но на малых токах крайне нестабильна. В следствии чего на аппаратах бюджетного класса качественно сваривать алюминий толщиной 2-3 мм почти невозможно.
На фото ниже изображена схема прямоугольной волны на машине Dynasty. На пиках можно заметить незначительные колебания - это почти идеальный контроль формы, в обычных аппаратах эти колебания в 2-3 раза сильнее, что приводит к нестабильной работе и тяжелому контролю дуги даже на 30-40 амперах.
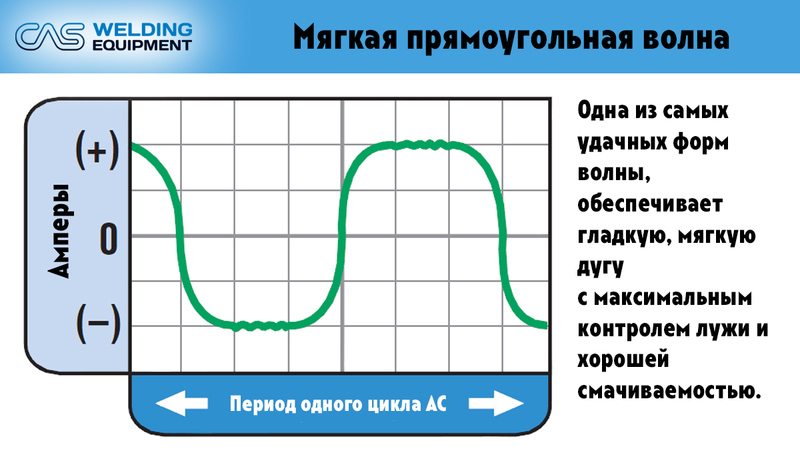
Следующая форма – сглаженная прямоугольная волна (SOFT). Благодаря сглаженному переходу дуга очень стабильная на всем диапазоне силы тока. Можно сказать, что это самая удачная форма, но все же имеется большое тепловложение в заготовку, поэтому для тонкого алюминия ее тяжело использовать. Большое коробление по сравнению с работой на синусоидальной или треугольной форме волн колебания.
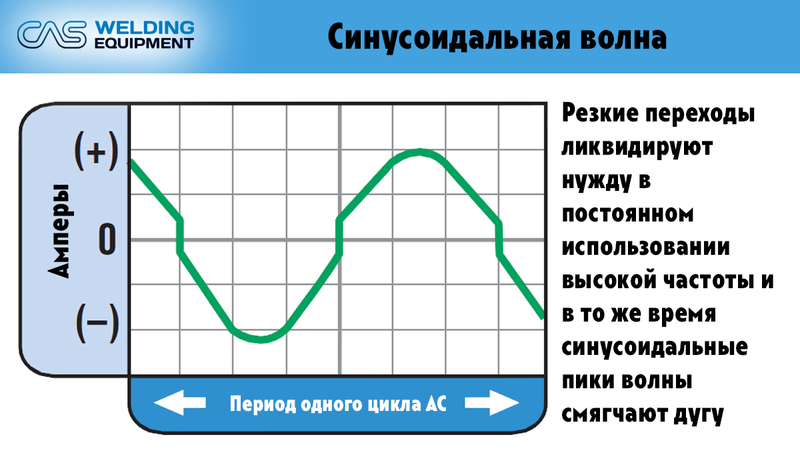
Синусоидальная волна (SINE) – при такой форме волны дуга по прежнему мягкая, при этом тепловложения небольшие. Благодаря резкой смене полярности высокая частота не используется постоянно, а только короткий период времени, т.е. электрод не так сильно перегревается и не так загрязняется, как на треугольной волне.
Треугольная волна (TRI) – самая необычная и редкая форма волны, которую очень тяжело добиться. Можно сказать, что идеальную треугольную форму удалось достичь только инженерам Miller. Что же она делает: как можно видеть на диаграмме, пики токов случаются на мгновение, при этом процессы очистки и сварки проходят так же как и на прямоугольной волне. Благодаря этой форме, можно сваривать даже очень тонкий алюминий 0,4-1 мм. Из-за того, что нет резкого перехода с отрицательных ионов к положительным постоянно работает высокочастотный поджиг. Сварка очень похожа на лазерную, частые прострелы и тонкий сварной шов.

На многих аппаратах которые заявляют, что имеют разные формы волны, эта функция по ощущениям не работает или работает, но пользователю это еле заметно. И это потому, что стабильности нет: параметры на которых работает аппарат нестабильны. На машинах Miller Вы всегда будете чувствовать эту разницу. Все заявленные процессы и параметры работают с 99,99 % точностью. Если Вы устанавливаете баланс переменного тока на 75% отрицательной полярности и 25% положительной, то будьте уверены, оно так и будет!
Комментируйте, задавайте вопросы, делитесь с друзьями